Swift®lock 2077 SP
1 of 29 products in this brandChemical Family: Polyurethanes (PU)
Application Method: Roller, Slot-Die, Spray
Compatible Substrates & Surfaces: Acrylonitrile Butadiene Styrene (ABS), Fabrics, Leather, Metal, Plastics, Polycarbonate (PC), Polypropylene (PP), Polyurethane, Polyvinyl Chloride (PVC), Sheet Molding Compound (SMC), Thermoplastic Polyolefin (TPO), Wood
Features: Excellent Humidity Resistance, Excellent Initial Adhesion, Excellent Mechanical Strength, Excellent Wetting Behaviour, Good Green Strength, High Bond Strength, Short Open Time, Sprayable, Superior Bonding Performance, Very Good Heat Resistance, Weather Resistance
Enhanced TDS
Identification
- Chemical Family
- GBU
- RTU Product Type
- Categories
-
Application Information
- Cure Method
Applications
- Application Area
- Application Method
- Compatible Substrates & Surfaces
Applications & Uses
- Application Instruction
-
- Adhesive Application Process: Slot-die, Roller Coating, Spraying, Extrude Bead Strip.
- Suitable hot melt equipment and adhesive application systems are required.
- Please contact the local H.B. Fuller sales representative for more application recommendations and suitable product packaging that meet your actual production process needs.
- Lamination Wrapping Process: Infrared Lamp Heat Activate Cold Press Mold, Hot Press Mold Lamination, Vacuum Pressure Holding Laminate.
- Application Instructions
-
- Do not open the package before complete the thawing
- Thawing to temperature (160°C) before using.
- Seal any remaining material and store immediately at temperature not up to 40°C.
- We do not recommend thawing material more than three times
- Curing Profile
-
- To achieve complete curing, it is recommended that the laminated products be stored in an environment with suitable temperature and humidity of 25°C and 50% RH or above.
- If the thickness of the adhesive film is 0.5 mm or less, curing will be completed within 7 days under suitable conditions.
- At lower temperatures and humidity, it will take a longer time to reach complete curing.
- The curing rate will be affected by various factors such as ambient temperature and humidity, adhesive film thickness, and substrate type.
- Please contact the corresponding regional H.B. Fuller representative for detailed information about related products and processes.
- Working Instruction
-
- Substrate Surface Pretreatment: The bonding surfaces must be clean, dry and free of grease. Low surface energy substrates such as polyolefin materials must undergo plasma, flaming or other pretreatment.
- Preparation: Prepare the glue melting machine, and set appropriate temp. for equipment such as heating plate, delivery pipes, pumps, gun heads, and glue rolling machines. Excessively high temperature for a long time will cause the glue to decompose and age. According to the structure of the equipment, set the temp. of heating plates, delivery pipes and pumps to within 160°C.
- Glue Application: Adjust the parameters of the gluing equipment to achieve an ideal and reasonable amount of glue applied according to the surface condition of the substrate.
- Lamination Wrapping Bonding: Adjust parameters such as the pressure, temp. and gap of the lamination mold to achieve the ideal lamination wrapping bonding effect. During lamination wrapping bonding, the temperature of the glue layer must reach above the required activation temperature.
- Curing: The finished wrapped bonded parts need to be placed in the recommended temperature and humidity environment for curing.
- Maintenance and Cleaning of Gluing Equipment: The application equipment must be cleaned regularly. It is recommended to use the cleaning agent Swift®clean 2018 to rinse the uncured glue remaining in closed glue melting equipment, gluing equipment and hoses, and use PUR-C60 to clean the uncured glue remaining on open equipment such as roller coating machines. For cured glue, it can only be removed by mechanical means.
Features
- Ready-to-Use Product Features
Features & Benefits
- Product Highlights
-
- One component requires no mixing
- High bond strength on variety of substrates
- Short open time and good green strength
- Excellent heat/humidity resistance
- Product Highlights
-
- Low activation temperature
- Excellent application and sprayability
- High initial adhesion bonding with fast pre-positioning setting capability
- Good wetting and bonding ability to many polar and pre-treated non-polar substrates, with high mechanical bonding strength after complete curing
- Excellent weather resistance after complete curing
Packaging & Availability
- Regional Availability
- Packaging Information
-
2 Kg/Slug; 20 Kg/Pail
Physical Properties
- Physical Form
- Appearance
-
Milky-white solid
Properties
- Note
-
H.B. Fuller Internal Test Method. It is affected by factors such as ambient temp., substrate type, adhesive amount, and so on in practice operation process.
- Specifications
-
Value Units Test Method / Conditions Activation Temperature 60 °C - Application Temperature approx. 120 - 160 °C - Density (at 20°C) approx. 1.1 g/cm³ - Open Time (at 23°C, 0.1mm film*) approx. 15 - 20 seconds Internal Test Method Recommend Coating Weight approx. 80 - 120 g/m² - Solids Content 100 % - Viscosity (at 140°C, spindle 27, 5rpm) approx. 20000 - 30000 cPs Brookfield - Typical Properties
-
Value Units Test Method / Conditions Storage Temperature max. 40 °C - - Appearance
-
Milky - white solid
Storage & Handling
- Storage Conditions
-
- Product should be stored at a temperature under 40°C in the unopened container in a dry location.
- Shelf Life: 6~9 months from date of manufacture. Depending on the package.
- Storage Conditions and Shelf life
-
- Store in the original sealed package, and keep it in cool and dry environment below 40°C, avoiding direct outdoor sunlight.
- Shelf life: In unopened original package containers, 6~12 months from the date of production (for details of different packaging containers, please refer to their labels).
- For example: 6 months for 2Kg paper tube composite aluminum foil slug, and 9 months for 20Kg airtight pail.
- Shelf Life
-
approx. 6 - 12 months
Technical Details & Test Data
- Curing Profile
-
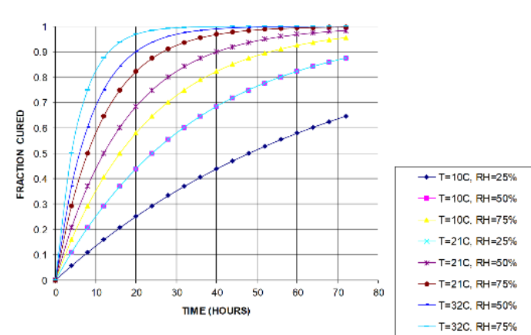
- The formation of the swift®lock 2077SP adhesive polymer is based on a moisture- curing mechanism; it depends on the temperature, humidity, applied glue thickness and permeability of substrates.
- The ideal curing conditions should follow conditions:
- Temperature:15~40°C
- Relative humidity: 50~75%
- Film thickness: <0.5mm