Cyberbond CB 2008
1 of 73 products in this brandRTU Product Type: 1K (1 component) Adhesive, Reactive Adhesive, Solvent free (100% Solids) Adhesive
Application Area: Appliances, Automotive Applications, Construction Applications, Electronic Assemblies, Industrial Assembly, Medical Applications, Transportation Application
Compatible Substrates & Surfaces: Alloy Steel, Aluminum Alloys, Elastomers & Rubbers, Ethylene Propylene Diene Monomer (EPDM), Galvanized Steel, Plastics
Chemical Family: Cyanoacrylates
Features: Alcohol Resistant, Fast Bonding, Fast Setting, Good Adhesion, Good Gap Filling Capabilities, High Strength, Improved Ageing Resistance, Low Odor, Low Viscosity, Solvent Resistance, Water Resistant
Enhanced TDS
Identification
- Chemical Family
- GBU
- RTU Product Type
- Categories
-
Application Information
- Cure Method
Applications
- Application Area
- Compatible Substrates & Surfaces
Applications & Uses
- Clean Surface
-
The surface condition of the mating parts has an enormous influence on the success of a bond. To achieve good bonding success the mating parts should be clean.
- LINOP Equipment
-
Cyberbond offers by means of the LINOP Equipment range suitable dosing and LED based curing devices. We also refer to suitable dosing tips which help an economical use of the adhesives (also if used manually).
- Solvent Resistance
-
Property Value Condition Alcohol Excellent Ethanol, Methanol, Isopropanol
Aliphatic hydrocarbons (alkanes) Very good Petrol, Heptanes, Hexane
Aromatic hydrocarbons Very good Benzyl, Toluol, Xylol
Ester (aliphatic) Poor Ethyl acetate Halogenated hydrocarbons Poor Methylene chloride, Chloroform, Chlorobenzene
Ketone Poor Acetone, Benzophenone
Weak aqueous acid Excellent Diluted nitrite, muriatic acid, sulfuric acid, phosphoric acid
Concentrated acid Poor Nitric acid, muriatic acid, sulfuric acid, phosphoric acid
Weak aqueous base Excellent Diluted sodium hydroxide solution, caustic potash solution
Concentrated base Poor Sodium hydroxide solution, caustic potash solution
Water Very good
Features
- Ready-to-Use Product Features
Features & Benefits
- Product Highlights
-
Cyanoacrylates are fast setting, one component and solvent free adhesives. They are based on esters of cyanoacetic acid. To get to a finished product, mainly thickeners, respectively film forming agents (polymer methacrylics and acrylics) and stabilizers are added. The polymerization is initiated by present humidity. Best results are given between 40 to 70 % relative humidity.
Cyberbond standard grades are as follows:
- Powerdrop series (stabilized ethyl ester)
- Elastomer and plastic series (ethyl ester)
- Neomer Series (surface insensitive ethyl ester)
- xtraflex series (rubber toughened ethyl ester)
- metal series (ethyl ester)
- low odor series (alkoxy ester)
- medical series (butyl- and octyl ester)
Identification & Functionality
- Base Compound
-
Ethyl - 2 - cyanoacrylate
Packaging & Availability
- Regional Availability
Physical Properties
- Physical Form
Properties
- Density:
-
1060 kg/m³
- Flash Point:
-
85 °C
- Shelf Life:
-
12 months
- Specific Gravity:
-
1.06
- Viscosity:
-
10~20 cps
- Physical Properties
-
Value Units Test Method / Conditions Density 8.8 lb/gal - Flash Point 181 °F - Service Temperature Range -55 to 95 °C - Set Time (Acrylonitrile Butadiene Styrene) 2 - 4 seconds - Set Time (Ethylene Propylene Diene Monomer) 1 - 3 seconds - Set Time (metal - steel) 10 - 30 seconds - - Uncured Properties
-
Value Units Test Method / Conditions Density (at 20°C, uncured) 1.06 g/cm³ - Flash Point 85 °C - - Typical Properties
-
Value Units Test Method / Conditions Storage Temperature 15.5 - 25 °C - Viscosity (at 20 - 25°C) 10 - 20 cPs Brookfield SC4-21 - Cured Properties
-
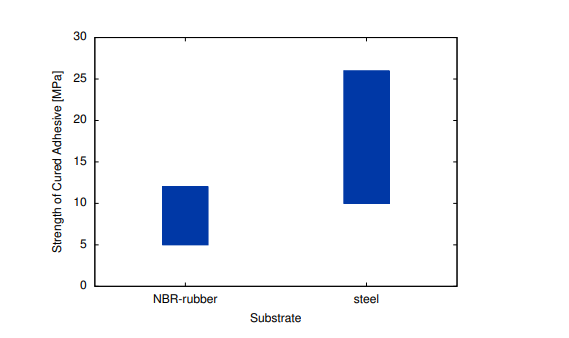
Value Units Test Method / Conditions Cure Time (full) 24 hours - Strength of Cured Adhesive (Nitrile Butadiene Rubber, cured) 5 - 12 N/mm² - Strength of Cured Adhesive (steel, cured) 10 - 26 N/mm² - - Processing Parameters
-
Value Units Test Method / Conditions Viscosity (at 70°F, 158 s⁻¹) 10 - 20 mPa.s Cone-Plate Viscometer
Regulatory & Compliance
- Certifications & Compliance
- Specification
-
- ISO 10993-5: Test for in vitro Cytotoxicity (biocompatibility)
- ISO 10993-10: Tests for iritation and delayed-type hyper-sensitivity
- ISO 10993-11: Tests for systematic toxicity
- NSF (P1) Nonfood Compounds Registration Program
- This product is acceptable for use as an instant adhesive in food processing facilities.
- This product must only be used in a manner as to ensure it will have neither direct nor indirect contact with food or potable water.
- Category Code: P1, Registration Number: 150469
- RoHS conform.
Safety & Health
- Potential Danger of Cyanoacrylates
-
You should care for the following:
- Use in well ventilated areas only
- Installll suitable exhaust systems in the workshop
- Apply material economically and use a dosing system where appropriate
- Allow a consistent relative humidity of 50 to 65 %; with regards to lower figures the polymerization will be delayed and monomer adhesive fume will appear
- If necessary: wear suitable, non-sucking gloves (Eg. No cotton)
- Keep adhesive out of reach of children
The data mentioned in this TDS, particularly the recommendations and use of products are based on our recent knowledge and experience. Due to the fact of having so many different materials involved and conditions of applications which are out of our influence, we strongly recommend to do sufficient tests in order to guarantee that Cyberbond products are suitable for the intended process and applications. Except for wilful acts any liability based on such recommendations or any verbal advice is hereby expressly excluded.
Storage & Handling
- Storage Conditions
-
Cyberbond® 2008 should be used within the shelf life specified on the packaging. The storage stability applies to material stored under appropriate conditions only (original unopened containers, recommended storage temperature). This product should be stored unopened in a cool, dry place out of direct sunlight. Refer to the Technical Data section of this document for optimum storage temperatures.
- Shelf Life
-
12 months (at 20°C, unopened)
Technical Details & Test Data
- Measurement of Viscosities
-
Viscosity describes the flow-ability of a liquid. Cyberbond measures the viscosity of the products by means of the cone/plate method: the liquid is applied on a panel and a defined cone presses the liquid together and rotates. You differentiate between a Newtonian and a thixotropic liquid. In terms of a Newtonian liquid you will get a relative constant viscosity graph in dependence of the rotary speed of the cone. In terms of thixotropic liquids the product becomes more liquid (down to its base viscosity) the faster the cone rotates. The viscosity is measured in mPa*s (milli Pascal x second) [SI system] or in cP (centipoise) [CGS- system]; 1 mPa*s = 1 cP. In order to allow products comparison all adhesives are measured at the same rotation speeds.
- Newtonian liquids at 160 upm
- Thixotropic liquids at 0,5 upm and at 160 upm
Temperature always is at 20 °C / 68 °F, if not mentioned to be different.
- Technical Details
-
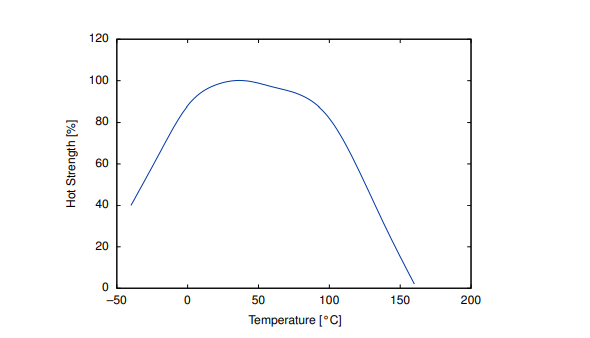
Hot Strength on Steel
% of RT strength, tested at temperature.
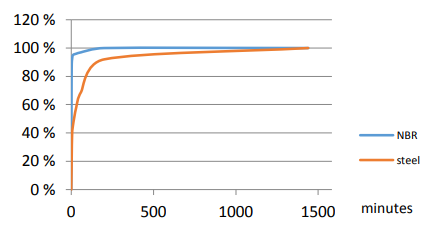
Time Until Full Cure
% of RT strength
Strength of cured adhesive
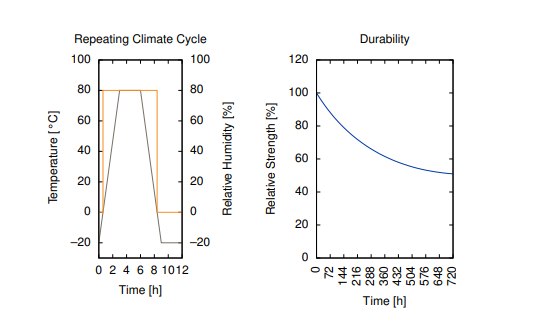
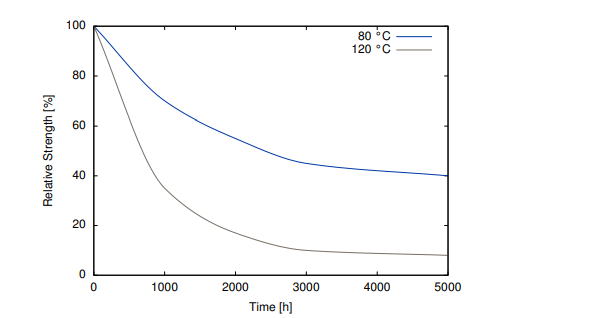
Heat Aging - on Steel
Tested at 20°C
Durability after Storage under Changing Climatic Conditions